High Precision Tracker
The Hight Precision Tracker (HPT) for OPERA consists of several dipole magnets and drift chambers. Its purpose is to identify muons and to measure the sign of their charge for background rejection. Furthermore the momentum of the muon neutrinos and their flux will be determined. To reach these goals the efficiency should be 99% and the spatial resolution better than 300 μm.
The main challenge in realising this detector is its large size. An area of 8x8 square meters has to be covered. The detector will be built from thin walled aluminum tubes with 38 mm outer diameter and 7.9 m length. Tube chambers with tubes of this length have not been built before.
The HPT was designed with special emphasis on the following items:
- Mechanical robustness: High mechanical stability and the use of a minimal number of parts is essential. It will allow for fast and economical production and reliable operation of the detector.
- Chamber gas: A solution which avoids connecting gas pipes to the individual tubes had to be found. This reduces cost and reduces possible sources leaks. The gas volume should be free of glue to retain a high gas quality.
- Wire positions: To avoid extensive calibration procedures the tolerance on wire alignment should be less than 100 μm. This has been achieved by making the wire positions independent of the tube positions thus avoiding a pile up of manufacturing inaccuracies.
- Signal quality: A complete Faraday cage at the end of the tubes had to be provided. All ground connections should be qualified for high frequency.
The HPT will consist of 9216 aluminum tubes each with a central sense wire of 45 μm diameter. Two spectrometers will be equipped with six fourfold layers of tubes each of them grouped into 16 modules
Each module (Fig. 6) consists of 48 tubes with an outer diameter of 38 mm and a wall thickness of 850 μm. They are grouped in two by two rows with an equal wire distance of 42 mm in each row. The layers are staggered to achieve an optimal geometrical acceptance and to minimize the left/right ambiguities.
Exact positioning and mechanical stability of the tubes in a module is achieved by gluing them into 9 aluminum sheets shown in figure 7. Two cover plates (Fig. 6) at the ends provide gas distribution and gas seal. The tightness will be achieved by O-rings. In addition Cu-Be spiral springs guarantee a safe electrical contact between aluminum tubes and cover plate (Fig. 8).
The cover plates are used to position the wires with high precision and serve as support for the modules. The insulating wire supports fixing the position of the signal wires are moderately press fitted into them thus decoupling the wire position from the position of the tubes. The wires are strung via a highly precise small V-shaped groove situated on the middle axis of the insulating supports, these are produced by injection moulding. The bore will be shifted by 200 μm from the middle axis to assure a safe guidance of the wire in the V-shaped groove. The gas filled area above the supports is closed by the end-caps made of Polyoxymethylen (POM) which are pressed to the cover's surface by pressure plates. An O-ring in between provides gas tightness. Only the upper side the end-caps will house the crimp pins, these will be integrated into the end-cap by injection moulding to guarantee gas tightness. The crimp pins will be displaced from the centers of the cover plate's bores by 1mm to force the wires into the V-shaped grooves of the supports. They will provide signal transmission to the read out board and HV-supply simultaneously. Hexagonal brass bolts are screwed into the cover plates to fix the pressure plates which normally are dedicated to a single end-cap. The combination of plates and bolts will close the Faraday cage at the end of the chambers. A cut-out in the end-plate of 5 mm height acts as gas channel between neighbouring tubes. By this means potential leak sources such as the widely used plastic or copper pipe connections are unnecessary, which leads to a substantial reduction in cost. Concerning the gas flow each module acts as a single unit with one inlet and one outlet in the lower cover plate (Fig. 9). The gas flow starts in the first tube of the first row and ends in the last tube of the first row. The cut outs follow a zigzag pattern through the different rows.
Clamps with fitting bolts connect neighbouring modules using mating holes at the sides of the cover plates to fix their relative position precisely (Fig. 10). The cover plates are screwed to the steel rails providing play to cope with the different thermal expansion coefficients of the materials used. Only the module in the middle at x = 0 will be fixed to them. These fixations are necessary as otherwise possible earthquakes could cause the modules to move off the rails. The rails will be mounted electrically insulated on special non-magnetic iron profiles. The lower support of the modules uses additional rails to keep a defined distance from the magnet over the whole area of the detector.
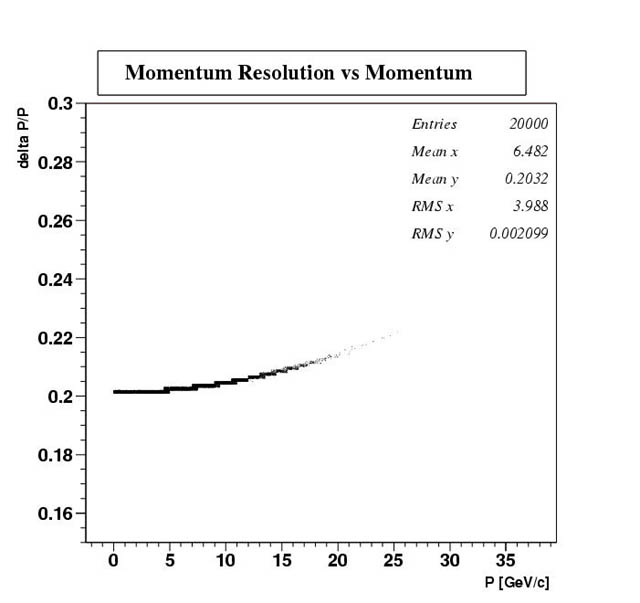
With this design the momentum resolution of the PT was simulated with MC techniques. The momentum resolution depends essentially on the spatial resolution of the modules and multiple scattering. In figure 11 the schematic of the HPT is shown.
The magnetic field will be 1.55 T, a=0.6 m and d=1.2 m. The spatial resolution of one tube was measured to less than 300 μm. In figure 12 the result of the simulation is shown. For a mean momentum of 6.482 GeV the momentum resolution is dp/p = 0.203.
Mass production startet at the end of 2004, installation in Gran Sasso startet 2005. All modules are tested for: gas tightness, dark current, high voltage (after equipped with HV boards) and signal quality ("cosmic test").
|